





Price: $3000000 See Monthly Payments
Owner is looking to retire and hand the business over. Incredible opportunity for someone to take over a turnkey production facility that is fully staffed with trained personnel. If you have an emerging brand that is currently co-packing and wanting to take control of the manufacturing process, this is an ideal situation. All current co-packing contracts are also included with this sale.
This brewery has been an established presence in the craft beverage industry since 1996. In 2017, the brewery expanded by purchasing an adjacent 30,000 sq ft building, increasing its total operational footprint to approximately 40,000 sq ft. Today, the company employs roughly 25 team members, including about 14 in administration / production and 11 in taproom and kitchen operations.
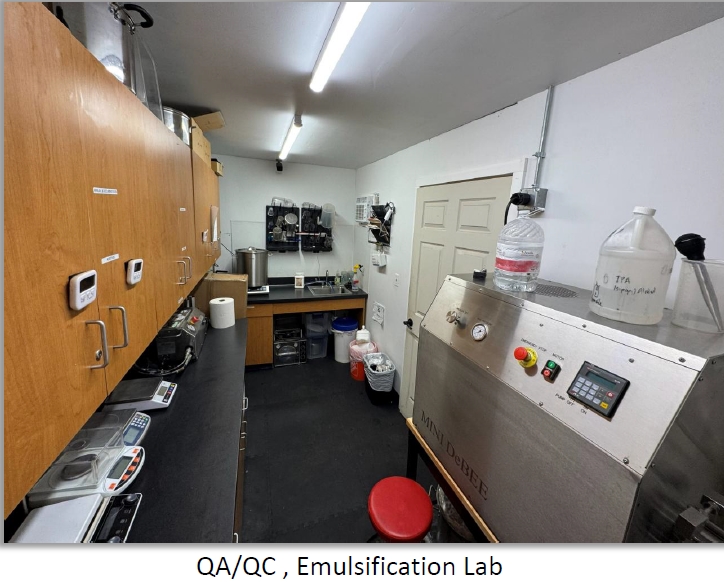
Over the past several years, this brewery has taken a strategic and proactive approach to diversification in response to a tightening craft beer market. Approximately four years ago, the company pivoted into CBD-infused beverages, establishing a foothold in the rapidly growing health-and-wellness sector. Significant investment followed, including the development of an in-house lab and expertise in nano-emulsification technology.
These capabilities provided the foundation for the brewery’s latest expansion into THC seltzers and co-packing services. In addition, the company continues to broaden its portfolio with a range of non-regulated beverage products. This disciplined diversification—supported by strong technical infrastructure—positions this company for continued growth and new market opportunities.
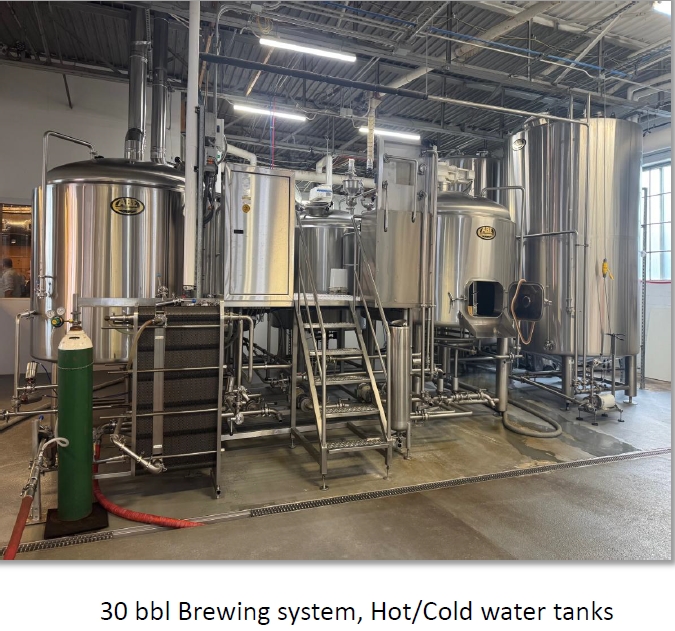
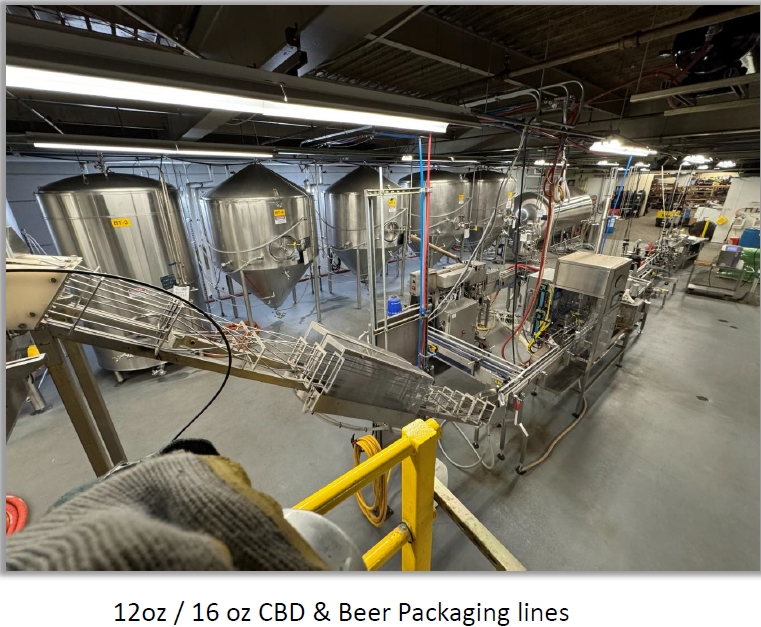
This building houses the core brewing and fermentation operations, along with the brewery’s taproom and commercial kitchen (~3,000 sq ft). Key infrastructure includes:
• Brewhouse: 30 bbl (1,000 gallon) 4-vessel system
• Hot & Cold Liquor Tanks: 3,000 and 2,500 gallons
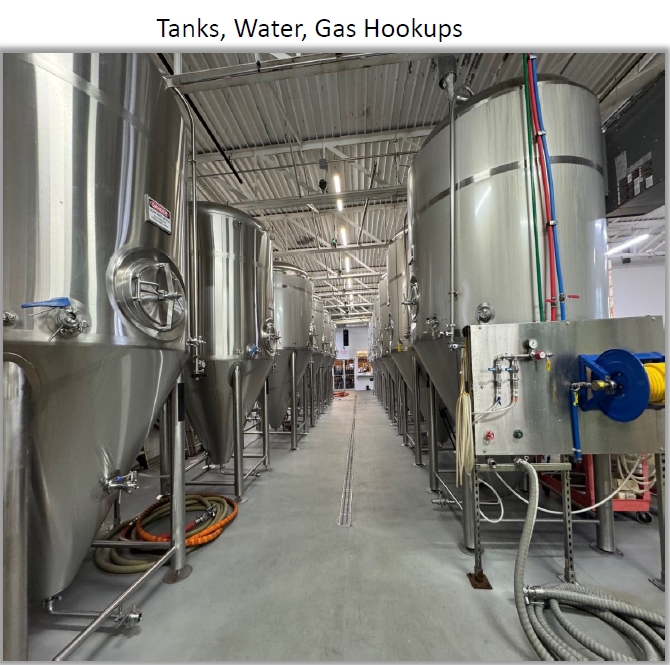
• Tank Capacity: Sixteen 1,500–2,000 gallon stainless-steel tanks
• Pilot Brewing System: 3 bbl electric brewhouse with four fermentation tanks
• Steam & Hot Water: 1.7 million BTU steam boiler
• Glycol Cooling System: 30-ton Carrier dual-compressor chiller with 4” glycol loop
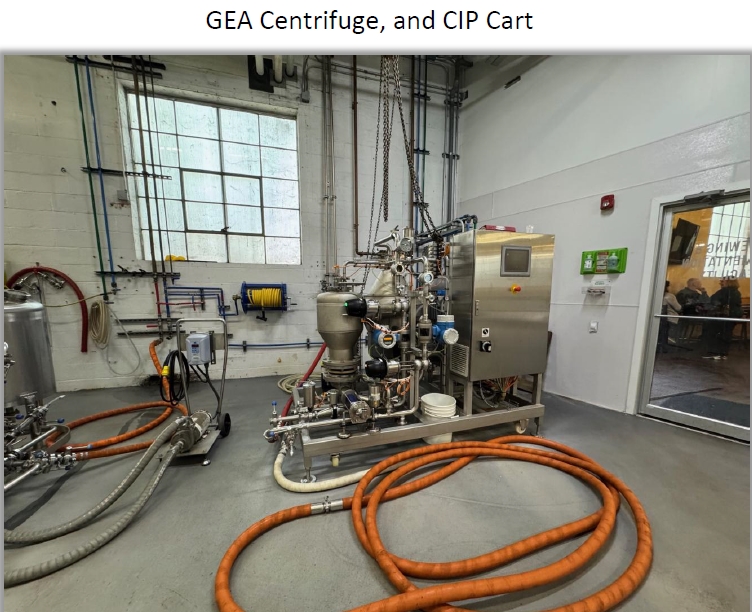
• GEA Centrifuge
• Water filtration, water & effluent treatment systems
• Compressors and Air & CO2 gas piping systems
• Full commercial kitchen with fire suppressant and alarm systems.
• Additional Infrastructure: – Grain silos and handling system – Walk-in coolers (4 of them ranging between 100–700 sq ft each) – 28,000 lb. CO₂ receiver supplying both buildings
• Production Floor – All production floors are sloped, equipped with stainless-steel drainage, and finished with Duraflex epoxy.
• Utilities: 400 Amp 3phase electrical capacity, 1.5” water main @ 75psi, 3” gas main
Building 2 – Packaging, Warehouse & Offices (Approx. 30,000 sq ft)
This building supports product finishing, packaging, and logistics operations, and includes:
• Finishing Tanks: Eight tanks ranging from 1,500–4,000 gallons
• Carrier Glycol chiller (15 Ton) and Glycol piping manifold
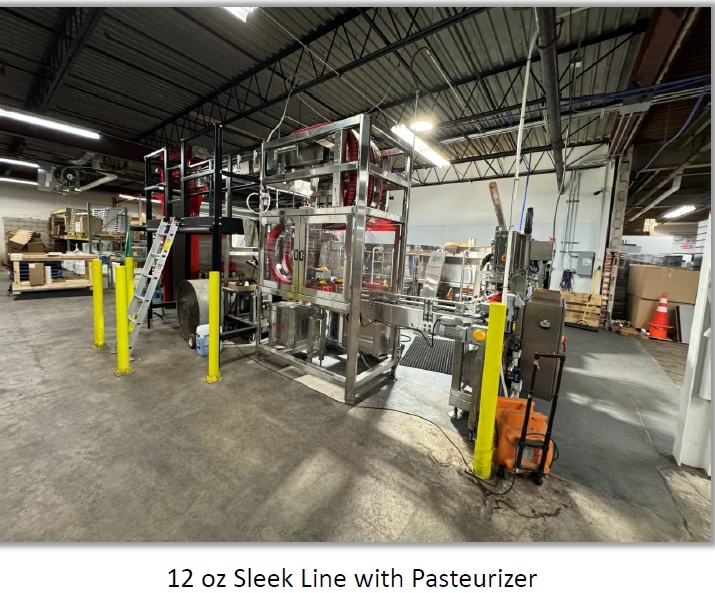
• 3 Packaging canning Lines (7.5 and 12 oz sleek, 12, 16, and 19.2 oz capabilities)
• 25’ 8 zone Tunnel pasteurizer (supplied by (6) 200,000 btu instant HW heaters)
• Kegging and keg cleaning systems
• Product Blending / homogenization tank
• Quality Control Laboratory
• Full Osha compliant chemical storage / dispensing system.
• Internet fulfillment area
• Workshop – repair facility
• Loading Docks: Indoor/outdoor access
• Indoor Parking: Space for approximately four vehicles
• Office area
• Utilities – 800 Amp 3 phase power, 1.5-inch water main @ 75psi, 2” & 3” gas mains
NOTE: Approximately 6,000 sq ft is currently tenant-occupied (dog rescue) but will be vacated within the next several months, providing additional climate-controlled warehouse and office areas.
Much more information available upon request for interested parties.

